



Моторизированная сварочная колонна JHJ-2525, с использованием 2-х суппортов (4 сварочные головки) TANDEM
 TANDEM")
















• Моторизированная сварочная колонна для сварки TANDEM продольных швов JHJ 2525 является специальным сварочным оборудованием для сварки двутавровых и коробчатых балок;
• Система управления использует централизованное управление. Сварочная колонна управляется с помощью ПЛК, что обеспечивает стабильную и надежную работу и функцию быстрого возврата;
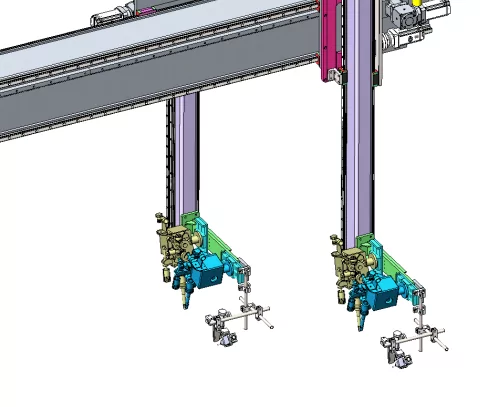
• Оборудование состоит из колонны, двух комплектов источников питания для дуговой сварки под флюсом Aotai MZ-1000 DC и Aotai MZE-1250 AC, двух комплектов вертикальных электроприводных направляющих, двух комплектов электрических подвесных головок для сварки TANDEM, двух комплектов механизмов слежения, двух автоматических установок для восстановления потока и систем управления;
• На данном станке применяется дуговая сварка под флюсом. Балка Н-образного сечения укладывается на площадку, подготовленную заказчиком. В процессе сварки заготовка остаётся неподвижной, перемещение выполняет колонна. Поперечная балка оснащена двумя комплектами направляющих стоек. Каждая стойка укомплектована сварочными головками, которые могут перемещаться по вертикали (вверх/вниз) и горизонтали (влево/вправо);
• Принцип действия механизма привода перемещения портала заключается в следующем: серводвигатель - планетарный редуктор - приводное зубчатое колесо - колонна. Направляющие колеса установлены на обоих концах рамы с одной стороны для обеспечения точности перемещения колонны;
• Скорость перемещения регулируется в соответствии с требуемой скоростью сварки с помощью преобразования частоты, диапазон регулировки составляет 250 – 2000 мм/мин, а максимальная скорость возврата – 2500 мм/мин;
• Каждая сварочная головка оснащена системой отслеживания сварного шва. Сварочная головка перемещается в направлениях X и Y, чтобы во время сварки всегда находились на одной линии со сварным швом;
• Предусмотрена возможность поворота колонны на 180° для адаптации под различные типы заготовок и планировку цеха;
• Реализована функция «Парашют»: при срыве щупа одной из тандемных головок с выводной планки данная головка автоматически останавливается, а вторая продолжает сварку до конца шва. Это исключает дефекты на кромках при работе разнесённых в пространстве горелок.
• Широко используется при автоматической сварки строительных стальных конструкций, двутавровых и коробчатых балок, автомобильных и ж/д мостов и балок инженерного оборудования;
• Моторизированная сварочная колонна JHJ-2525 обладает высокой производительностью и хорошим качеством сварки. Это идеальное оборудование для автоматической сварки стальных Н-образных и двутавровых балок;
• Тандемная сварка под флюсом широко применяется в судостроении, офшорной промышленности, изготовлении металлоконструкций (сварка балки), башен ветряных генераторов и на трубопрокатном производстве.
Комплект поставки:
- Моторизированная сварочная колонна с двумя вертикальными алюминиевыми суппортами – 1 шт.
- Сварочное оборудование SAW Aotai MZE-1250 AC/DC + Aotai MZ -1000 DC,
- Сварочные головки – 4 шт.
- Рециркуляционная система флюса с подогревом в комплекте – 2 шт.
- Автоматическая система слежения за сварочным швом ED-ST – 2 шт.
- Система управления ПЛК – 1 шт.
- Длинна рельсового пути 25 метров + парковка
- ЗИП по согласованию с заказчиком
Состав моторизированной сварочной колонны:
| Фото | Часть станка и описание | Характеристики |
Сварочная головка SAW TANDEM• Предназначена для автоматической сварки под слоем флюса двумя электродными проволоками диаметром от 3.0 до 5.0 мм в одну сварочную ванну;• Поворот каждой сварочной головки ± 45 градусов, от вертикали; • Каждая из двух проволок подключена к своему сварочному источнику, а подача осуществляется независимыми изолированными механизмами подачи; • Сварочные параметры устанавливаются для каждой дуги отдельно; • Питание ведущей дуги осуществляется постоянным током обратной полярности (DC+), а ведомой дуги переменным током (AC/DC); • Ведущая дуга обеспечивает глубокое проплавление, а ведомая дуга формирует ровный и гладкий внешний вид шва; • Производительность сварки увеличивается в 1.5 –2 раза по сравнению с однодуговым процессом; • Сварочная головка состоит из двух головок для однодуговой сварки под слоем флюса в левом и правом исполнении, которые установлены на специальном кронштейне, позволяющим регулировать расстояние и угол между токоподводами; • Головка устанавливается на системы перемещения, позиционирования и слежения. |
• Ном. входное напряжение/частота: DC 110 В (от источника) • Диапазон регулировки напряжения: 14 – 50 В • Диапазон регулировки тока: 60 – 1250 А • Цикл работы ПВ (40°С): 100 % • Диапазон регулировки скорости подачи проволоки: 0.55 – 5.0 м/мин • Диаметр проволоки: 3.0 – 6.0 мм • Класс защиты: IP 12S |
|

|
Сварочный источник DC серии ASAW 1000 II• От компании AOTAI – это цифровой мультипроцессный аппарат для автоматической сварки под слоем флюса, ручной дуговой сварки и воздушно-дуговой строжки на токах до 1000А;• Жесткая и падающая ВАХ (CC/CV); • Интеллектуальная система охлаждения; • Источник обеспечивает высокую стабильность сварочного процесса; • Возможно использование для обеспечения процесса сварки совместно с трактором или головкой; • Подключение к трехфазной сети 380В ±20%, 50/60Гц, цикл работы ПВ (40°С) 100% при 1000А. |
• Ном. входное напряжение/частота: 380 В ±20%, 50/60 Гц • Номинальный ток потребления: 83 А • Макс. потребляемая мощность: 55 кВт • Род тока: DC • Диапазон регулировки тока: 60 – 1000 А • Диапазон регулировки напряжения: 22 – 44 В • Напряжение холостого хода: 84 В • Номинальный рабочий цикл: 100 % • Диаметр проволоки: 3.0 – 6.0 мм • Степень изоляции: H • Класс защиты: IP 21S |
Сварочный источник AC серии ASAW 1250 II |
• Ном. входное напряжение/частота: 380 В ±20%, 50/60 Гц • Номинальный ток потребления: 208 А • Макс. потребляемая мощность: 137 кВт • Род тока: AC / DC • Диапазон регулировки тока: 60 – 1250 А • Диапазон регулировки напряжения: 20 – 50 В • Напряжение холостого хода: 92 В • Номинальный рабочий цикл: 100 % • Диаметр проволоки: 3.0 – 5.0 мм • Скорость перемещения трактора: 0.2 – 1.2 м/мин • Скорость подачи проволоки: 0.25 – 2.5 м/мин • Макс. масса кассеты с проволокой: 2 х 25 кг |
|

|
Рециркуляционная система флюса модели LT-HS100E2• Рециркуляционная система флюса с подогревом флюса состоит из основной установки рециркуляционной системы, нержавеющей трубы, соединительного шланга и сопла.• На основной установке установлены инфракрасные электрические нагревательные трубы, чтобы подогревать флюс, что увеличивает качество автоматической сварки. Конструкция основной установки системы:1. Установлен вентиляционный насос 3 кВт. Используется в диапазоне напряжение 240 – 480В;2. Управление ПЛК. Удобно для управления; 3. Установлена система контроля положения и объем флюса, когда флюса меньше 15 кг, аппарат сигнализирует звуками аварийной лампой подает световой сигнал. Оборудование контроля надежное и имеет хорошую чувствительность; 4. На основной установке установлен высокоплотный плакированный фильтр пылеулавливания, пыль засасывает через сопло высасывания пыли; 5. На дне основной установки установлен клапан опускания флюса; 6. На основной установке установлены масло водоотделители, воздух пройдя через масло водоотделители становится сжатым и сухим; 7. На основной установке установлены инфракрасные электрические нагревательные трубы, чтобы подогревать флюс. |
• Рабочее напряжение: 240 – 480В • Мощность двигатели: 3 кВт • Мощность подогрева: 1.2 кВт • Температура подогрева: 0 – 150 °С • Объем емкости: 50 кг • Рабочее разрежение: 0.024 – 0.026 КПа • Расстояние горизонтально передачи и возврата флюса: 16 – 30 м • Расстояние вертикального возврата флюса: 7 – 9 м • Давление источника газа: 0.4 – 0.6 Мпа • Скорость подачи и возврата флюса: 8 – 15 кг/мин • Вес системы: 150 кг |

|
Автоматическая тактильная система слежения за сварочным швом модели ED-ST10• Тактильная система слежения предназначена для корректировки положением сварочной головки относительно свариваемого шва;• Относится к вспомогательному оборудованию и помогает сделать процесс автоматической сварки комфортным; • Данные системы являются неотъемлемой частью сварочной колонны, так как не всегда у оператора есть возможность отследить положение сварочной головки по отношению ко шву; • Автоматическая система слежения за сварочным швом ED-ST проста в обращении и не требует специальных навыков по работе с ней; • Очень надежна, и работа без нареканий на многих российских предприятиях показало высокое качество данной системы. Система состоит из трех основных элементов:
Работа с системой слежения очень проста:
|
• Величина слежения: кривизна двутавровых и коробчатых балок до 1000 мм на длине балки 12 м (включая установку на ложементы под 45°) • Скорость перемещения головки: до 250 мм/мин • Точность: ± 0.25 мм • Вид сварки: SAW • Входное напряжение: AC 220 В, 50/60 Гц (опция AC 110 В) • Рабочая температура: -10 °C ~ +70 °C • Функции управления: движение вверх/вниз, влево/вправо, подтягивание, предел хода, слежение по шву, определение конца шва, регулирование скорости, дистанционное управление, выбор режима слежения 1D или 2D (по осям X и Y) |

|
Тактильная система слежения• Имеет возможность корректировать положение сварочной головки по оси Х-горизонтально; по оси Y –вертикально; и одновременно по оси X и Y в процессе сварки. |
|
Пульт управления• Панель оснащена 10-дюймовым графическим дисплеем и сварочной камерой высокой четкости, которые позволяют четко отслеживать состояние сварки в процессе сварки;• Система управления подключена к модулю удаленного сетевого управления с помощью мобильного устройства. с помощью телефонной точки доступа или сетевого кабеля, а также может удаленно тестировать / изменять / вводить / управлять программами и устранять неисправности; Основные функции управления:
|
||

|
Система отслеживания кривизны коробчатых и двутавровых балок• Станок оснащён системой, обеспечивающей возможность отслеживания кривизны коробчатых и двутавровых балок;• Такая функция позволяет компенсировать геометрические отклонения заготовок и гарантировать высокое качество сварных соединений при производстве металлоконструкций. |
Эскиз сварочного станка:
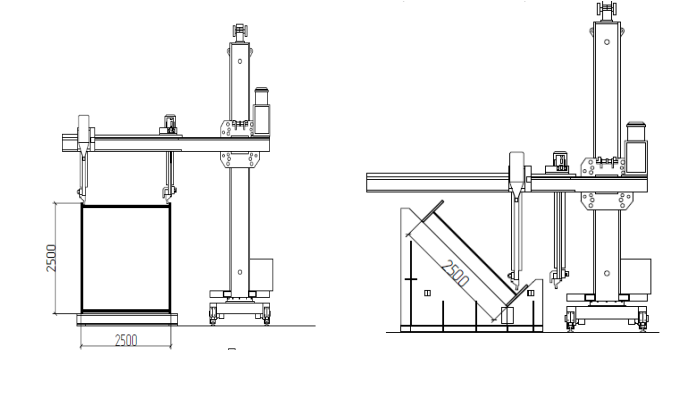


Сварка в различных положениях:

Габаритные размеры станка:





Уважаемые клиенты, ознакомьтесь с вариантами подбора, оплаты, получения и ввода в эксплуатацию товара, а также с гарантийными и другими обязательствами.
- Оплата наличными
- Безналичная оплата
- Оплата банковскими картами в нашем магазине станков
- Оплата через Сбербанк Онлайн
- Оплата банковским переводом
- Лизинг
- Доставка в любой город России и ЕАЭС нашим грузовым транспортом или транспортной компанией
- Доставка экспресс-почтой
- Самовывоз из офиса (до 40 кг.)
- Самовывоз со склада в г. Лобня
- Самостоятельно согласно инструкции к оборудованию
- Пуско-наладка оборудования нашим инженером
- Список подготовительных работ
- Гарантийные обязательства
- Заключение договора
- Дополнительная информация
- Политика конфиденциальности
Компания "МОССклад" поставляет Моторизированная сварочная колонна JHJ-2525, с использованием 2-х суппортов (4 сварочные головки) TANDEM во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Продажа оборудования осуществляется на условиях 100% оплаты при наличии его на складе и 50% предоплате при покупке под заказ.